Rev A · Countertop prototype
Quarter a frozen
pint with a
2-ton arbor press.
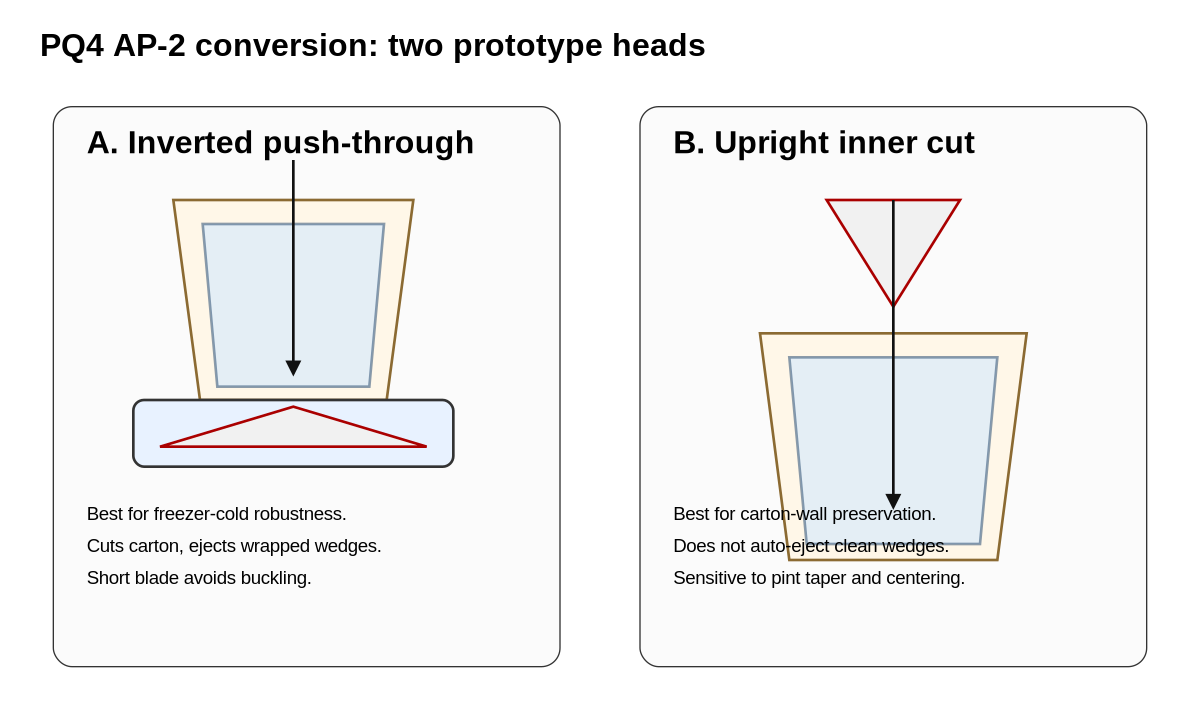
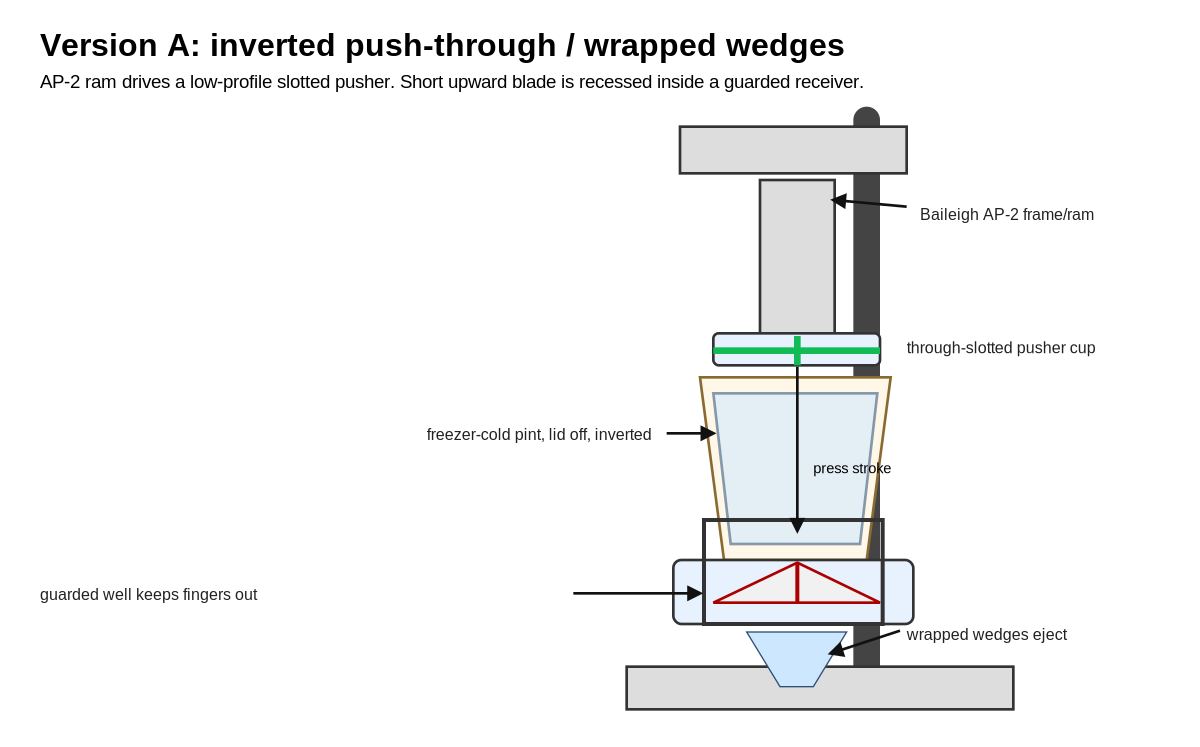
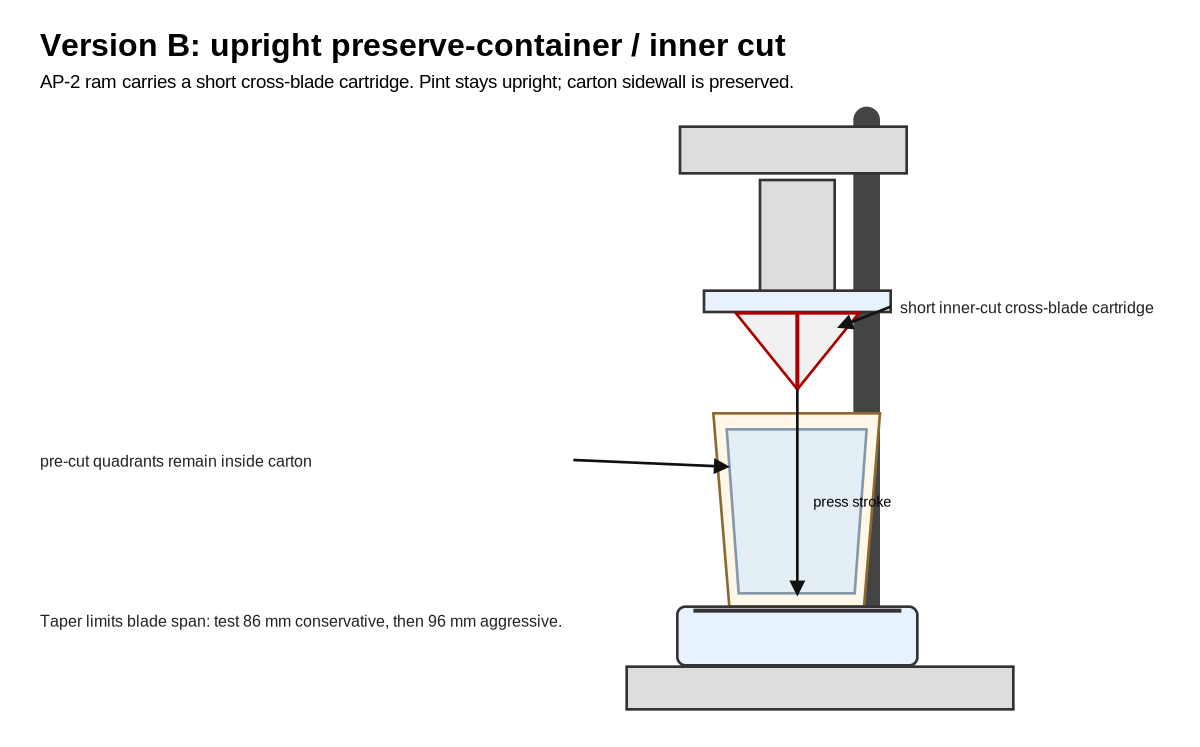
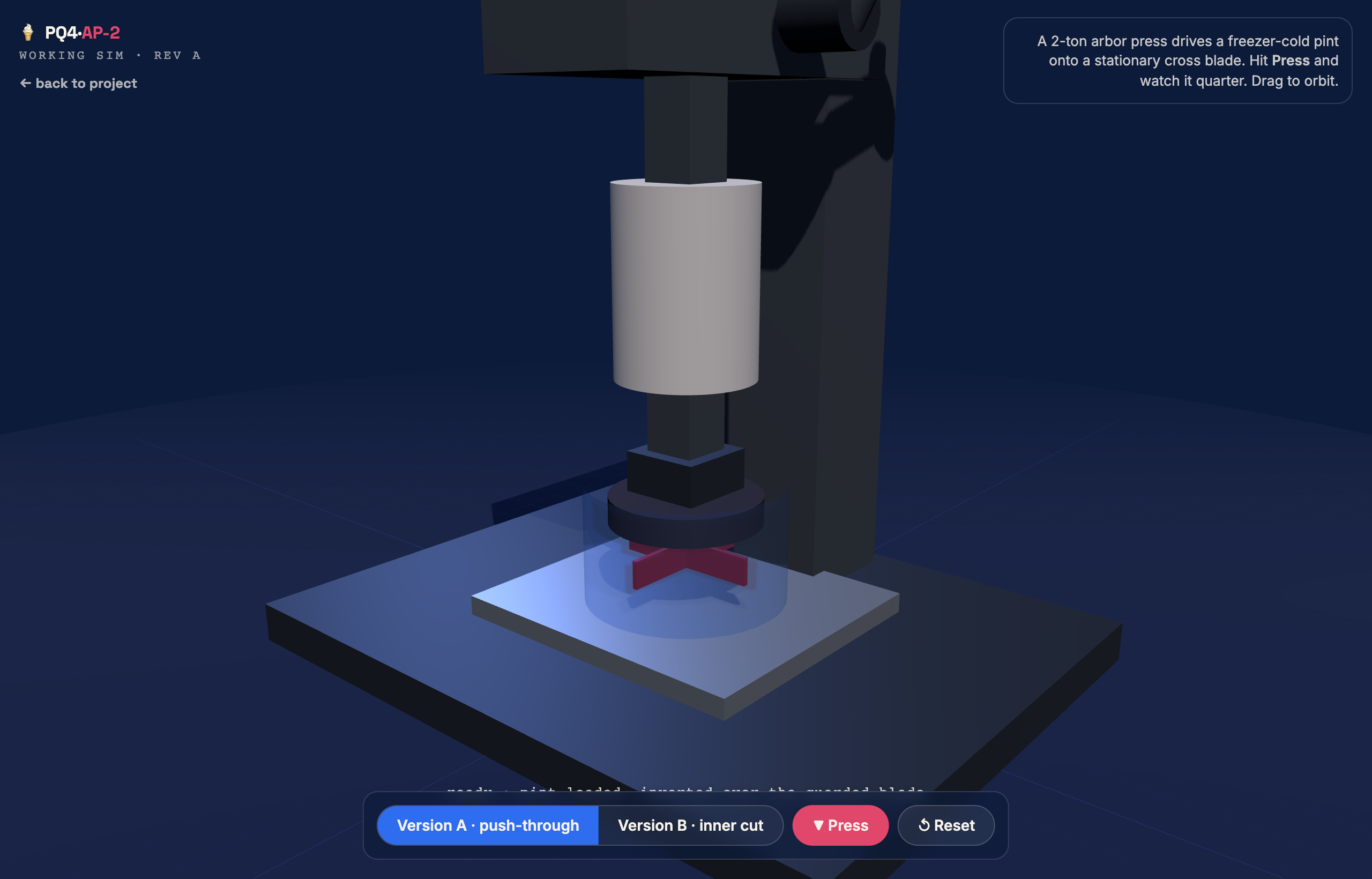
A conversion kit that turns a Baileigh AP-2 arbor press into a freezer-cold ice-cream pint quarterer — two interchangeable cutting heads, a full bill of materials, and SendCutSend-ready files.
2 TON · 9″ STROKE
FREEZER-COLD
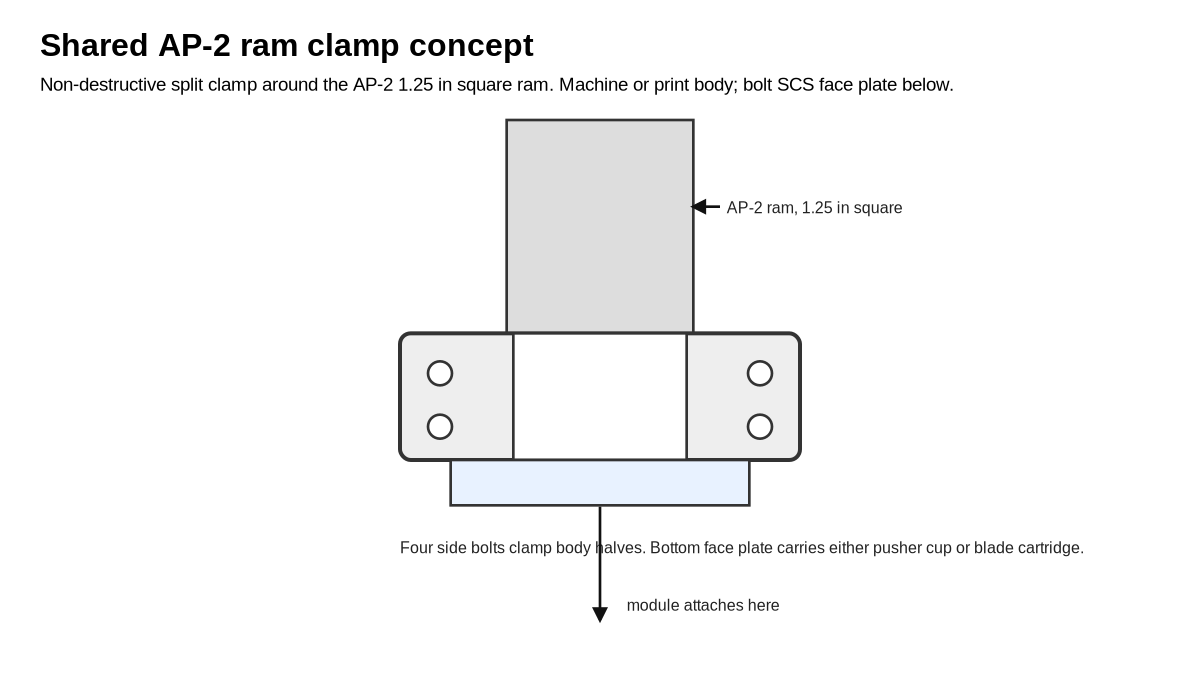
NON-DESTRUCTIVE CLAMP